Ceramic core and cotton core are the two mainstream technical routes of electronic cigarette core, among which ceramic atomization core has the advantages of delicate taste, smooth smoke, stability and durability, etc., and is used in refillable, open, CBD and other types of smoking equipment, and even disposable electronic cigarettes have some application cases, MK, Doo, Xuejia, Smoore, ICP, Moke and other companies have related products.
It is understood that some e-cigarette manufacturers are optimistic about the application prospects of ceramic cores in disposable e-cigarettes. Some people in the industry said that compared with the cotton core and the ceramic core, the price of the ceramic core was not advantageous, but now, after the development and iteration of technology, the price of the ceramic core has dropped significantly.
According to the data, the ceramic atomization core is mainly prepared by ceramic powder through molding processing, sintering and other processes, among which, the commonly used molding process in the industry is dry press molding, and a few manufacturers will use injection molding. In addition, the molding process of ceramic body includes 3D printing, isostatic pressure molding, ultra-high pressure molding, etc.
Ceramic molding is to make ceramic raw materials into green blanks with specified shape, size and certain strength according to the requirements of actual production, and the molding process depends on the performance of ceramic raw materials and molding process methods. There are also various methods for creating the shape of ceramic products, but in general, they can be divided into dry molding and wet molding.
Dry molding includes dry press molding, isostatic press molding, ultra-high pressure molding, powder electromagnetic molding, etc. Wet molding includes extrusion molding, injection molding, rolling film molding (calendering molding), grouting molding, injection setting molding, casting molding, direct solidification molding, colloidal vibration injection molding, etc.
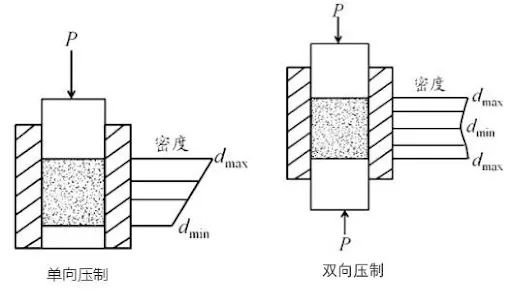
- Dry press forming
Dry pressing molding is to add a certain amount of organic additives (binders, lubricants, plasticizers, defoamers, water reducers, etc.) to ceramic powder, and make it form in the mold under the action of external pressure.
The dry compression molding method is easy to automate, so it has been widely used in industrial production. However, in the molding process, the stratification of the green body is often caused by the uneven distribution of radial and axial pressure, and cracking, uneven density and other phenomena will often occur.
- Injection molding
Injection molding, also known as hot die casting, is a technology that adds a certain amount of polymer and additive components and heats it slightly to give metal powder, ceramic powder and polymer similar fluidity, and fills the slurry into the metal mold under pressure, and then cools it to get off the blank to obtain the blank. It is listed as an important “national key technology” by developed countries such as the United States.
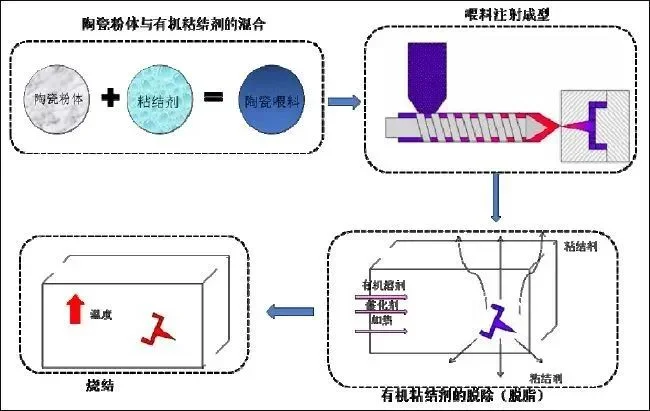
△ The process route of ceramic injection molding
The injection molding method has the advantages of high utilization rate of raw materials, fast and automatic mass production, small size, complex shape and high dimensional accuracy, uniform green density, superior performance of sintered products, and low production cost.
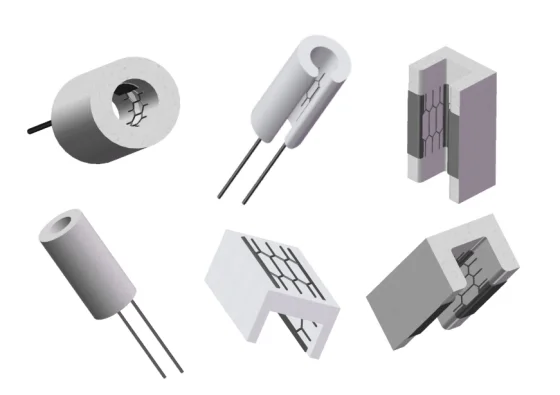
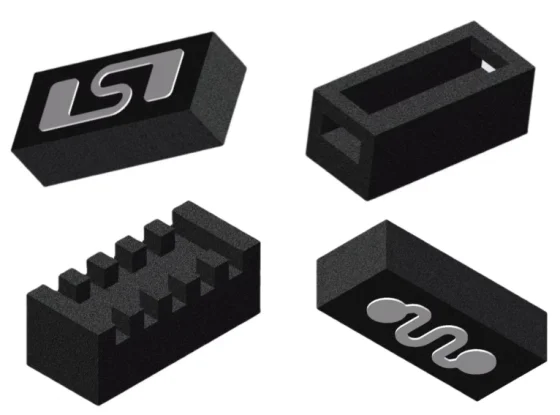
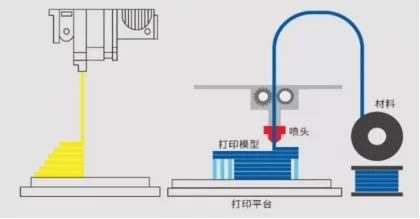
- 3D printing molding
Compared with traditional molding technology, 3D printing ceramic technology has intelligent, moldless, precise and high-complexity manufacturing capabilities. It can complete the manufacturing that is impossible to be completed by traditional processes, such as the preparation of complex porous cell body ceramics, bulk ceramics with multi-angle arcs, structural ceramics with adjustable porosity, multi-material, and structural functional ceramics with complex structures.
- Isostatic pressure molding
Isostatic pressure molding is a method of compressing and molding powder by applying various isotropic pressures. According to the different molding temperatures, isostatic pressing molding is divided into hot isostatic pressing molding and cold isostatic pressing molding. Cold isostatic pressing is an isostatic pressing method in which a workpiece is formed at room temperature. Hot isostatic pressing refers to the isostatic pressing method of isobaric forming and sintering of workpieces under high temperature and high pressure.
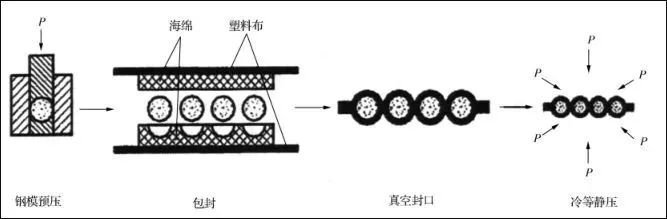
△ Ceramic ball blank molding-isostatic pressing molding process
![]()
△ Ceramic ball blank direct isostatic pressure molding process
Isostatic pressure forming method can press parts with concave, hollow, slender parts and other complex shapes, low friction loss, low forming pressure, pressure transmission from all aspects, uniform density distribution of blanks, high strength of blanks, convenient mold production, long life and low cost. However, the size and shape of the press billet are not easy to be accurately controlled, the productivity is low, and the investment is large, the operation is more complicated, the molding is operated under high pressure, and the container and other high-pressure components need special protection.
- Ultra-high pressure molding
Ultra-high pressure molding is a fast-developing molding method, which is mostly used in the molding of nano ceramics. The particle size of nano ceramics is greatly affected by the sintering temperature, the lower the sintering temperature, the smaller the particle size, the easier it is to obtain nano ceramics, and by increasing the molding pressure and increasing the initial density of the blank, the sintering temperature of nano ceramics can be reduced, so ultra-high pressure molding comes into being. Ultra-high pressure molding significantly changes the sintering properties of the blank, making it easier to obtain nano-ceramics.
- Powder electromagnetic molding
Powder electromagnetic pressing is a new high-efficiency molding process that uses strong pulsed electromagnetic force to act on the powder to densify it. This method is often used for the forming of metal materials and can achieve very high densities. The density of the samples formed by powder electromagnetic pressing method reached more than 95%, and it had good piezoelectric and dielectric properties.
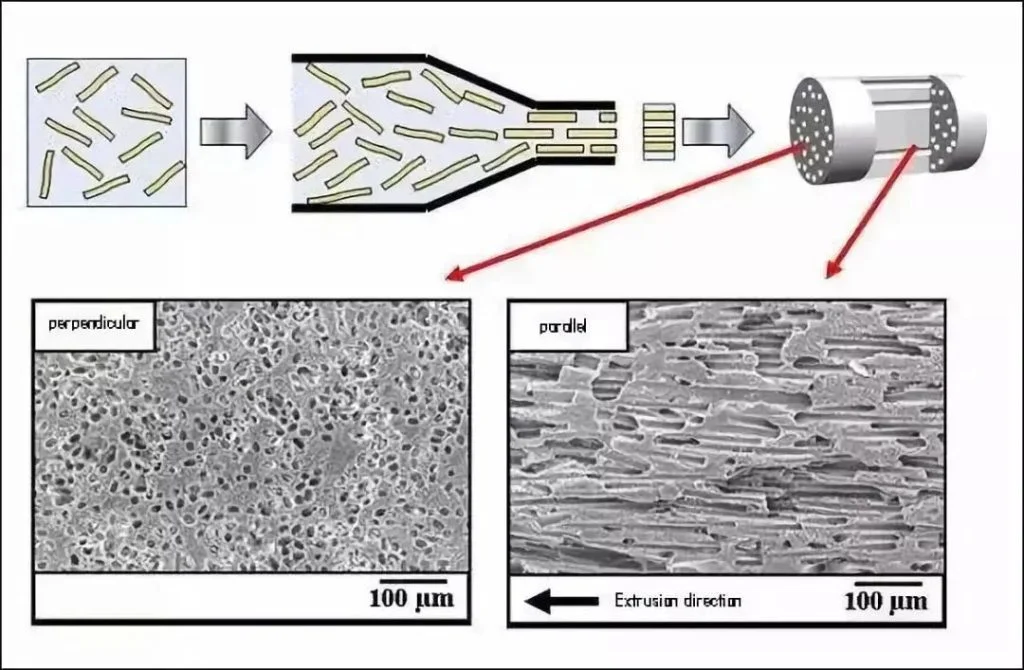
- Extrusion molding
Powder, adhesive, lubricant, etc. are evenly mixed with water and thoroughly mixed, and then the piston is pushed by a hydraulic press to extrude the plasticized blank from the extrusion nozzle. Due to the gradual reduction of the inner shape of the extrusion nozzle, the piston exerts a large extrusion force on the mud mass, making the blank dense and formed.
△ Schematic diagram of extrusion molding
The extruded ceramic membrane tube has large porosity, density and compressive strength, and the pore size distribution is concentrated, and the gas penetration flux is large, which is an excellent ceramic membrane tube. Suitable for the manufacture of round, oval, polygonal and other shaped fracture surfaces of tubes or rods. However, the material has low strength and is easy to deform, and there are problems such as surface pits, blistering, cracking and internal cracks.
- Calendering molding
Powder, additives and water are evenly mixed to make a plastic material, and then the material is rolled by two opposite rotating rolls, thus becoming a forming method of plate blank. The density of the green body obtained by rolling film molding is high, which is suitable for the forming of sheet and plate objects.
- Grouting molding
The grouting molding method is to inject the prepared mud into the gypsum model, because the gypsum model has air permeability and water absorption performance, after the mud contacts the model, the water in the mud will gradually be sucked into the model wall, and the fine particles in the mud will be evenly arranged into a thick mud layer with the shape of the model, and when the thick mud layer reaches the expected thickness, the excess mud in the model can be poured out. After the water in the thick mud layer is absorbed by the model to achieve independent molding, the green body can be taken out and dried for repair.
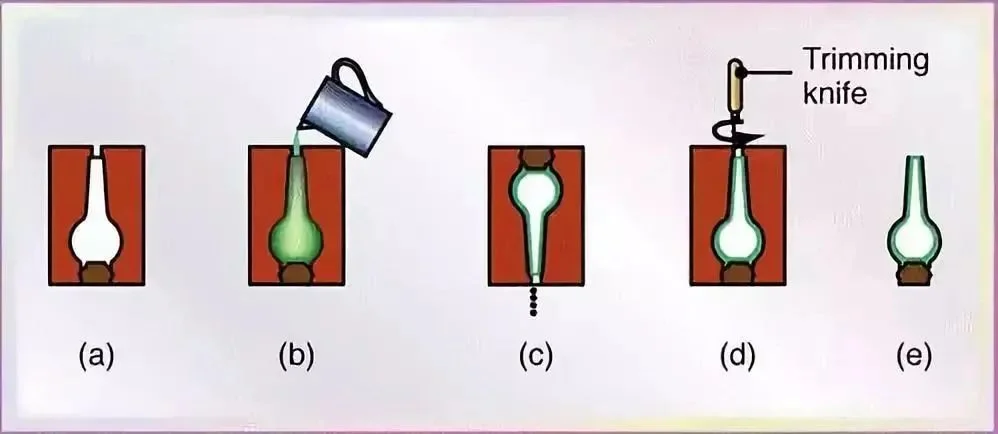
△ Grouting molding flow chart
The grouting molding method has low process cost, simple process, easy operation and control. However, the forming shape is rough, the grouting time is long, and the density and strength of the green body are not high.
- Centrifugal grouting molding
Centrifugal grouting molding is developed on the basis of traditional grouting molding. By adjusting process parameters such as pH, the powder is evenly dispersed in the liquid and deposited under the action of high-speed rotating centrifugal force. Centrifugal grouting combines wet chemical powder preparation with stress-free densification technology, which can prevent the agglomeration and other defects of powder on the one hand, and can achieve the purpose of separate deposition with the help of different particle sizes and rotation speeds of powders, which can be used for the preparation of multi-layer and gradient composite functional materials.
- Electrophoretic deposition molding
Electrophoretic deposition modeling is formed by using a direct current electric field to promote the migration of charged particles, and then deposit them on electrodes of opposite polarity. The electrophoretic deposition modeling method is simple, flexible and reliable, so it is suitable for the molding method of multilayer ceramic capacitors, sensors, and gradient functional ceramics, but it is sensitive to the influence of changes in process parameters.
- Gel injection molding
Injection molding is to add vinyl organic monomer to the suspension medium, and then use catalyst and initiator to cross-link the organic monomer through free radical reaction, and the green body is cured in situ. The green body prepared by this method has high strength and is convenient for machining. However, the shrinkage rate of the green body in the densification process is relatively large, which leads to the bending and deformation of the green body, and the organic monomer used is toxic, and the reaction atmosphere is not easy to control.
- Casting molding
Casting molding refers to a molding method in which solvents, dispersants, binders, plasticizers and other components are added to ceramic powder to obtain a stable slurry with uniform dispersion, and the required thickness film is prepared on a casting machine. The requirements for cast molding equipment are relatively simple: continuous operation, high production efficiency, high level of automation, stable process, uniform performance of the green body, etc.
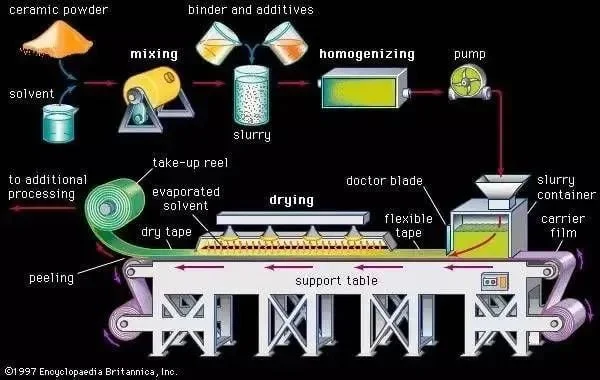
△Schematic diagram of the casting molding (scraping method) process
- Direct solidification molding
Direct solidification molding is a completely new concept of net-size in-situ ceramic molding technology. No or only a small amount of organic additives (less than 1wt%), the green body does not need to be degreased, the density of the green body is uniform, the relative density is high, and the ceramic parts with large sizes and complex shapes can be formed. However, the strength of the green body is often not high enough.
- Colloidal vibration injection molding
Colloidal vibration injection molding is to prepare a dilute suspension containing high ionic strength (20%~30% (vol)) through filter pressing or centrifugation to obtain a blank with high solid content, and then pour it under vibration to achieve in-situ curing. Colloidal vibratory injection molding enables continuous production and can form ceramic parts with complex shapes. However, the strength of the blank is low, and the blank body is easy to crack and deform when demolding.
- Temperature-induced flocculation molding
Temperature-induced flocculation molding is a net-size colloidal molding method, DCC and colloidal vibration injection molding utilize the electrostatic stability characteristics of the colloid, and this method utilizes the spatial (steric resistance) stability characteristics of the colloid. The unqualified body can be reused as a raw material and can be used to form almost any ceramic powder system.
- Solid non-mold molding
Solid moldless molding technology breaks through the limitations of traditional molding ideas and is a molding method based on “growth type”. In the field of ceramics, the solid moldless molding process can be divided into: laser selective sintering molding, three-dimensional printing molding, fused deposition molding, layered manufacturing molding, stereolithography molding, etc. It has the characteristics of high flexibility, high integration of technology, rapidity, and free form manufacturing. At the same time, there are also problems such as high equipment price, software development, material development, molding accuracy and quality.


